
- ნომინალური ძაბვა: AC220V50/60Hz
- მანქანის წმინდა წონა: 68 კგ 50 კგ
- მაქსიმალური სიმძლავრე: 1800 W
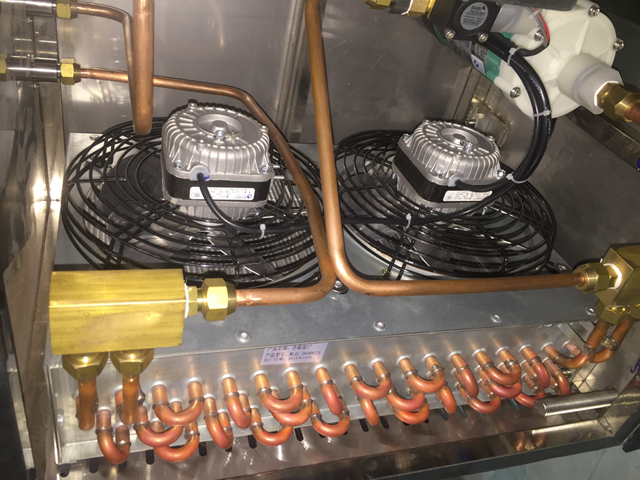
- გაგრილების მეთოდი: გრილი ჰაერი/წყალი ორმაგი გაგრილების გზა
- დალუქვის დიამეტრი: φ15-75მმ 15მმ-45მმ 30მმ-60მმ
- ბოთლის სიმაღლე: 20-180 მმ
- მუშაობის მეთოდები: განაგრძეთ მუშაობა
- განაცხადის სფერო: წარმოების დიდი ნაწილი
- დალუქვის სიჩქარე: 0-200 ბოთლი/წთ
- შეფუთვის ზომები: 1600*450*1500 მმ
- გენერატორის ზომა: 1450*410*1300 მმ
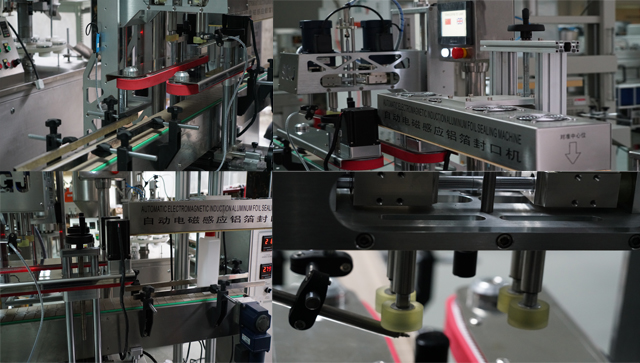
ხაზი, რომელიც მოიცავს ორ ძირითად მანქანას, როგორიცაა ინდუქციური დალუქვის მანქანა და შიდა გადახურვის მანქანა;
მანქანები შესაფერისია სამედიცინო ბოთლების დასაფარად-დალუქვისთვის, რომელიც გამოიყენება ანალიზური აგენტის ლაბორატორიაში. მთელი ხაზი შეიძლება აღჭურვილი იყოს დამხმარე აღჭურვილობით, როგორიცაა ბოთლების გრუნტი ან სერიული კოდირების ფუნქცია.
როგორც ქვემოთ მოცემულია მანქანების ძირითადი მონაცემები:
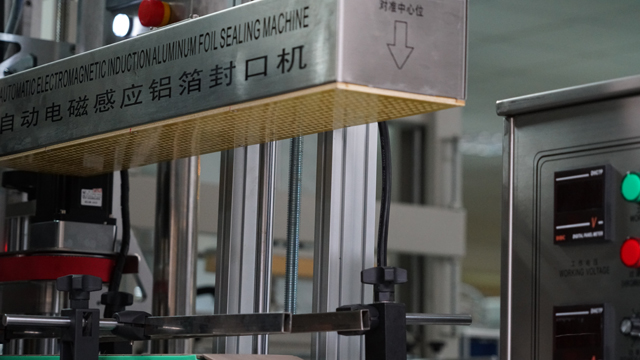
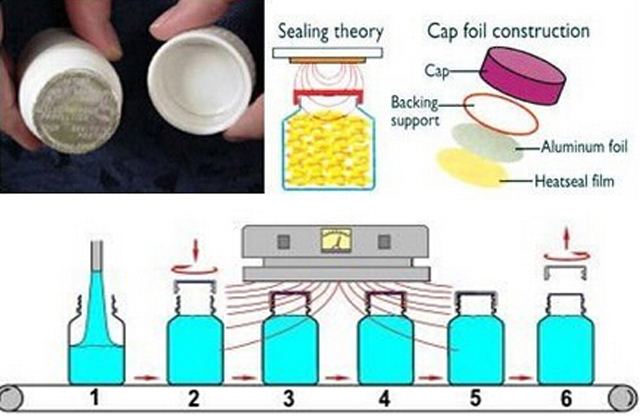
ინდუქციური დალუქვა, სხვაგვარად ცნობილი როგორც ქუდის დალუქვა, არის შიდა ლუქის გაცხელების უკონტაქტო მეთოდი პლასტმასის და მინის კონტეინერების ზედა ნაწილის ჰერმეტულად დალუქვისთვის. ეს დალუქვის პროცესი ხდება კონტეინერის შევსების და თავსახურის შემდეგ.
ელექტრომაგნიტური ინდუქციური დალუქვის ტექნოლოგია კომპოზიტური მასალებით არის მსოფლიოში აღიარებული მოწინავე დალუქვის მეთოდი და მისი უკონტაქტო გათბობის მახასიათებელი შესაფერისია პლასტმასის ბოთლის (PP, PVC, PET, ABS, HDPE, PS და DURACON) დალუქვისთვის. , მინის ბოთლი და სხვადასხვა კომპოზიტური პლასტმასის შლანგი, ამიტომ ამჟამად ეს არის ყველაზე მოწინავე ტექნოლოგია ბოთლების დალუქვისთვის ისეთი ინდუსტრიებისთვის, როგორიცაა ფარმაცია, საკვები, ცხიმი, ყოველდღიური ქიმია, საყოფაცხოვრებო ქიმია და სასოფლო-სამეურნეო ქიმია.
მუშაობის პრინციპი და როგორ მუშაობს
ჩამკეტი მიეწოდება ჩამომსხმელს უკვე ჩასმული ალუმინის ფოლგის ფენით. მიუხედავად იმისა, რომ არსებობს სხვადასხვა ლაინერების არჩევანი, ტიპიური ინდუქციური ლაინერი მრავალ ფენიანია. ზედა ფენა არის ქაღალდის რბილობი, რომელიც ძირითადად ლაქით არის მიმაგრებული თავსახურზე. შემდეგი ფენა არის ცვილი, რომელიც გამოიყენება ალუმინის ფოლგის ფენის რბილობზე დასამაგრებლად. ქვედა ფენა არის პოლიმერული ფილმი ლამინირებული კილიტაზე. თავსახურის ან დახურვის შემდეგ, კონტეინერი გადის ინდუქციური კოჭის ქვეშ, რომელიც ასხივებს რხევად ელექტრომაგნიტურ ველს. როდესაც კონტეინერი გადის ინდუქციური ხვეულის ქვეშ (დალუქვის თავი), გამტარი ალუმინის ფოლგის ლაინერი იწყებს გათბობას მორევის გამო. სითბო დნება ცვილს, რომელიც შეიწოვება რბილობის საყრდენში და ათავისუფლებს კილიტას თავსახურიდან. პოლიმერული ფილმი ასევე თბება და მიედინება კონტეინერის ტუჩზე. როდესაც გაგრილდება, პოლიმერი ქმნის კავშირს კონტეინერთან, რის შედეგადაც წარმოიქმნება ჰერმეტულად დალუქული პროდუქტი. არც კონტეინერი და არც მისი შიგთავსი უარყოფითად არ მოქმედებს; წარმოქმნილი სითბო არ აზიანებს შიგთავსს.
შესაძლებელია ფოლგის გადახურება, რამაც გამოიწვია დალუქვის ფენა და ნებისმიერი დამცავი ბარიერი. ამან შეიძლება გამოიწვიოს გაუმართავი ლუქები, თავდაპირველი დალუქვის პროცესიდან რამდენიმე კვირის შემდეგაც კი, ამიტომ ინდუქციური დალუქვის სწორი ზომები სასიცოცხლოდ მნიშვნელოვანია კონკრეტული პროდუქტის მუშაობისთვის აუცილებელი ზუსტი სისტემის დასადგენად.
დალუქვა შეიძლება განხორციელდეს ხელით ან კონვეიერის სისტემაზე.
უახლესი განვითარება (რომელიც უკეთესად ერგება მცირე რაოდენობის აპლიკაციებს) იძლევა ინდუქციური დალუქვის გამოყენებას კონტეინერზე ფოლგის დალუქვის დასაყენებლად დახურვის საჭიროების გარეშე. ამ შემთხვევაში, ფოლგა მიეწოდება წინასწარ მოჭრილი ან რგოლში. რგოლში მიწოდების შემთხვევაში, იგი იჭრება და გადადის კონტეინერის კისერზე. როდესაც კილიტა ადგილზეა, იგი დაჭერილია ლუქის თავით, ინდუქციური ციკლი გააქტიურებულია და ბეჭედი მიმაგრებულია კონტეინერზე. ეს პროცესი ცნობილია როგორც პირდაპირი განაცხადი.
ნახატი
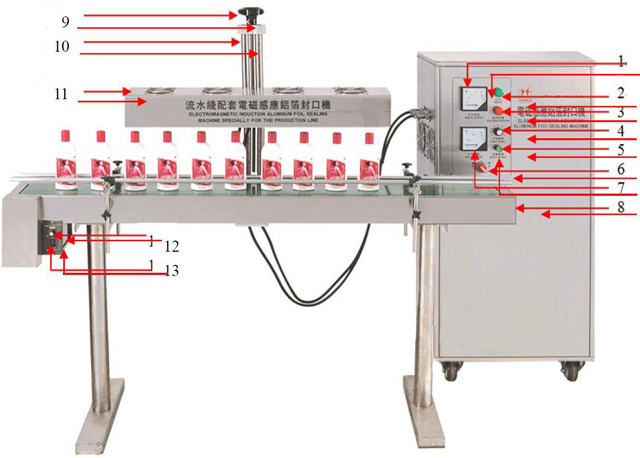
- ამპერმეტრი: აჩვენებს მიმდინარე სტატუსს მთელი აპარატის მუშაობის დროს.
- სამუშაო მაჩვენებელი: აჩვენებს მუშაობის განსაკუთრებულ სტატუსს
- ჭარბი დენის ინდიკატორი: აჩვენებს არანორმალურ სამუშაო სტატუსს.
- დენის კონტროლი: დენის კონტროლერი.
- დაცვის გადატვირთვა: ნორმალური სამუშაო სტატუსის აღდგენა.
- დენის შეცვლა: აკონტროლებს მთელი აპარატის სიმძლავრეს.
- ვოლტმეტრი: აჩვენებს ძაბვის სტატუსს მთელი აპარატის მუშაობის დროს.
- კონვეიერი: ბოთლები გადამყვანი.
- ხელის ბორბალი: რეგულირება სხვადასხვა ბოთლის სიმაღლისთვის.
- თაროების ამწე: იგი გამოიყენება სიმაღლის და დალუქვის და დალუქვის თავის დაბალი ფუნქციის დასაფიქსირებლად და აწევისთვის.
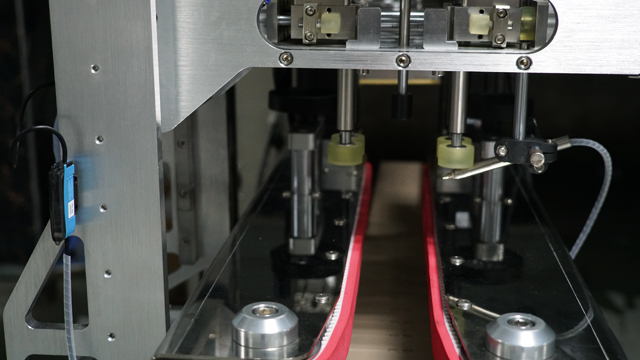
- დალუქვის თავი: ათბობს და ხურავს ალუმინის ფოლგას ბოთლის თავსახურში.
- რეგულირების სიჩქარე: კონვეიერის ღვედის მუშაობის ღილაკის რეგულირების სიჩქარე.
- Start Switch: კონვეიერის კონტროლის შეცვლა.

- ნომინალური ძაბვა: AC220V50/60Hz
- მანქანის წმინდა წონა: 68 კგ 50 კგ
- მაქსიმალური სიმძლავრე: 1800 W
- გაგრილების მეთოდი: გრილი ჰაერი/წყალი ორმაგი გაგრილების გზა
- დალუქვის დიამეტრი: φ15-75მმ 15მმ-45მმ 30მმ-60მმ
- ბოთლის სიმაღლე: 20-180 მმ
- მუშაობის მეთოდები: განაგრძეთ მუშაობა
- განაცხადის სფერო: წარმოების დიდი ნაწილი
- დალუქვის სიჩქარე: 0-200 ბოთლი/წთ
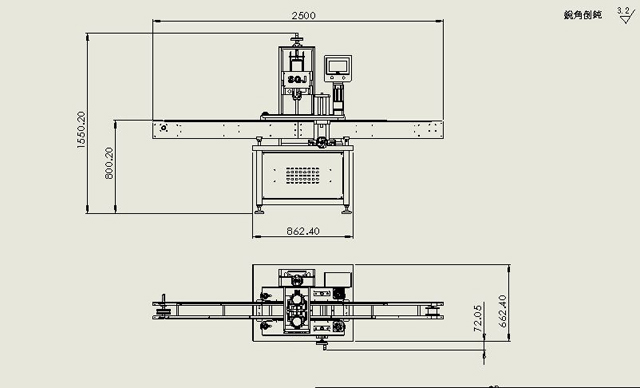
- შეფუთვის ზომები: 1600*450*1500 მმ
- გენერატორის ზომა: 1450*410*1300 მმ
გამოიყენეთ მეთოდი ინდუქციური დალუქვის მანქანაზე
- ბოთლის სიმაღლის ზომის კორექტირება: მოათავსეთ ბოთლი „დალუქვის თავის ქვეშ“, დაარეგულირეთ „ხელის ბორბალი“, დარწმუნდით, რომ მანძილი „დალუქვის თავსა“ ქვედა მხარესა და ბოთლის საფარის პირს შორის არის დაახლოებით 1-3 მმ, შეატრიალეთ „დაწყების ჩამრთველი“ „ჩართეთ“ ისე, რომ კონვეიერის ქამარი იწყებს მუშაობას და ბოთლებს ნება მიეცით ქამარზე გადავიდნენ, რათა შეამოწმოთ, შეეხოთ თუ არა დალუქვის თავს. ყველაზე პატარა მანძილი მკაცრი გარეშე საუკეთესოა.
- დაარეგულირეთ კონვეიერის ლენტის სიჩქარე „სიჩქარის კონტროლით“. ალუმინის ფოლგის დალუქვა დაკავშირებულია ქამრის სიჩქარესთან და სიმძლავრესთან. დადეთ რამდენიმე ბოთლი ქამარზე, ჩართეთ „გამრთველი“ და გააკეთეთ დალუქვის ტესტი. ოპერაცია ოფიციალურად იწყება მას შემდეგ, რაც ბოთლები მყარად დალუქულია.
- დაელოდეთ რბილ ჩართვას ჩატვირთვის სამაგრზე და დაიწყეთ დალუქვა 30 წამის შემდეგ, როდესაც ამპერმეტრი აჩვენებს 3.2A-ს.
- გამორთეთ "ჩართვა" და "გაშვების ჩამრთველი" მანქანის გამორთვისას.
შემოსული გადახურვის მანქანა:
- წარმოების მოცულობა: 40-60 Caps / წთ
- თავსახურის ზომა: 10-50/35-140 მმ
- ბოთლის დიამეტრი: 35-140 მმ
- ბოთლის სიმაღლე: 38-300 მმ
- ზომა (L×W×H): 1000×800×1200 მმ
- წონა: 350 კგ
Inline Capping Machine-ის ნახაზი
| 1 | ბოთლები | 2 | ბოთლების დამაგრება |
| 3 | სახელური პოზიციის დასარეგულირებლად | 4 | ხახუნის საყრდენი |
| 5 | ინსულტის პოზიციის მოდული | 6 | ქუდები ცილინდრის დაჭერით |
| 7 | სახელური პოზიციისთვის | 8 | დახურვის რეგულირების მოდული |
| 9 | გადახურვის ცილინდრი | 10 | გადახურვის ძრავა |
| 11 | საკონტროლო ყუთი | 12 | ხელის საჭე |
დაფარვის რეგულირება A-დან Z-მდე

ბოთლების ფიქსაციის რეგულირება
1. გახსენით სახელური (3)
2. ჩადეთ წინასწარ დამაგრებული ბოთლები (1)
3. თვალის კაკალი თუ თავსახურის ცენტრი ემთხვევა ცილინდრის (9) ცენტრს; ერთხელ დაემთხვა დააფიქსირე სახელური (3)
დახურვის სიმაღლის რეგულირება﹒
1. გახსენით სახელური (7)
2. დაარეგულირეთ სახელური (12), რათა გადახურვის ხახუნის ბორბალი (4) ქვედა მანძილიდან 2 მმ-ით დააფიქსიროს ქუდების ქვედა ნაწილი, დააფიქსირეთ სახელური (7)
ხახუნის ხარვეზების დაფარვის რეგულირება:
1. დახურეთ ჰაერის წყარო
2. მოათავსეთ ფიქსაციის ხუფები ხახუნის ბორბლებს შორის (4)
3. მიუახლოვდით თავსახურებს ხახუნის ბორბლის (4) გადაადგილებით, რათა დაარეგულიროთ დარტყმის მოდულის (5) ხრახნი (ორივე მხარე სიმეტრიული უნდა იყოს თვალის კაკლის გაზომვით). სწორი fas უნდა იყოს 2 მმ-დან 3 მმ-მდე თითოეული მხარისთვის;
დახურვის ცილინდრის სიმაღლის რეგულირება (Caps ნიმუშების მიხედვით)
1. გაათავისუფლეთ ხრახნი (8) გააკეთეთ გადახურვის ცილინდრი (9) ამობურცული;
2. დაიტოვეთ მანძილი 1მმ-2მმ-ზე გადახურვის თხილიდან თავსახურებამდე
3. გამკაცრეთ ხრახნი (8)
დახურვის ცილინდრის სიჩქარის რეგულირება
1. შეაერთეთ ელექტროენერგიის მიწოდება და ჰაერის წყარო ჰაერის წნევის დაყენების დასარეგულირებლად (სტანდარტული 0.74mpa-0.6Mpa)
2. დაარეგულირეთ დახურვის დრო და დაფარვის ინტერვალი (სტანდარტული 1-დან 1,5 წმ-მდე) აირჩიეთ მდგომარეობა, როგორც ხელით, მიუთითეთ პედლებიანი გადამრთველი მარცხენა-მარჯვენა ხახუნის ბორბლის პნევმატური სიჩქარის დასარეგულირებლად, საბოლოოდ მან უნდა გააკეთოს სიჩქარე ორივე სიჩქარით თანაბარ დონეზე. ;
3. დაარეგულირეთ დაფარვის ცილინდრის სიჩქარე.
ტესტირება Run Of Machine
1. ამოიღეთ ერთი პროდუქტი დაფარვის ტესტირებისთვის; განაახლეთ კაპერი დაფარვის ეფექტის მიხედვით;
2. ბრუნვის მორგება ბრუნვის ძალის მიხედვით.
ბოთლების ნიმუშები საფარის დალუქვისთვის

შეიძლება მოგეწონოთ
 ნახევრად ავტომატური მაგიდის პესტიციდების ქიმიური მრგვალი ბოთლების ეტიკეტირების მანქანა
ნახევრად ავტომატური მაგიდის პესტიციდების ქიმიური მრგვალი ბოთლების ეტიკეტირების მანქანა- ნახევრად ავტომატური დენის კაბელი საკაბელო მავთულის სტიკერის დროშა ეტიკეტირების მანქანა
- სრული პნევმატური თხევადი პასტის შემავსებელი მანქანა კოსმეტიკური კრემის ლოსიონისთვის
- E თხევადი თვალის წვეთები პერისტალტიკის ტუმბოს მონობლოკის შემავსებელი დახურვის მანქანა
- ქოქოსის ზეთის ავტომატური შუშის ქილების 2 თავიანი პნევმატური შევსების ხაზი
- ავტომატური ერთი ზოლის წვენის პაკეტის ჩანთები ალკოჰოლის თხევადი შემავსებლის მოწყობილობა
- ორი თავიანი პნევმატური გადაცემათა ზეთი 5000მლ შემავსებელი მანქანა ნახევრად ავტომატური
- ნახევრად ავტომატური პლასტიკური მილის ულტრაბგერითი შედუღების დალუქვის დალუქვის მოწყობილობა
- 502 სუპერ წებოს შემავსებელი მანქანა თხევადი წებოვანი მბრუნავი შემავსებლის კაპერ მანქანა
- 500 მლ – 1000 მლ ბოთლის ქილების სეზამის სოუსის ხაზოვანი შევსების შესაფუთი მანქანა









