
- მოდელი: VK-TFS-005U
- კვების ბლოკი: AC220V 50/60HZ ერთჯერადი ფაზა
- ენერგიის მოხმარება: 2.6 კვტ
- სამუშაო ჰაერის წნევა: 0.6Mpa
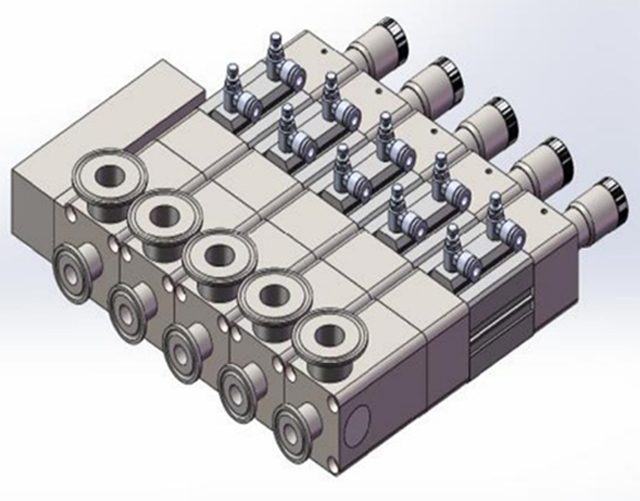
- შემავსებელი ტუმბო: კერამიკული ტუმბოების 5 კომპლექტი
- შესაფერისი მასალა: ესენცია ან წყლის მსგავსი პროდუქტები
- შესაფერისი მილის მასალა: PE (საჭიროა ზოლის მილის ნიმუშების მიღება მანქანა ტესტირებისთვის)
- შევსების დიაპაზონი: 0.3-10მლ შევსების სიზუსტე: ±0.5%
- მაქს. დალუქვის სიგრძე: 140 მმ მაქს. სიმაღლე: 120 მმ
- მოცულობა: 15-20 მილის ზოლები/წთ
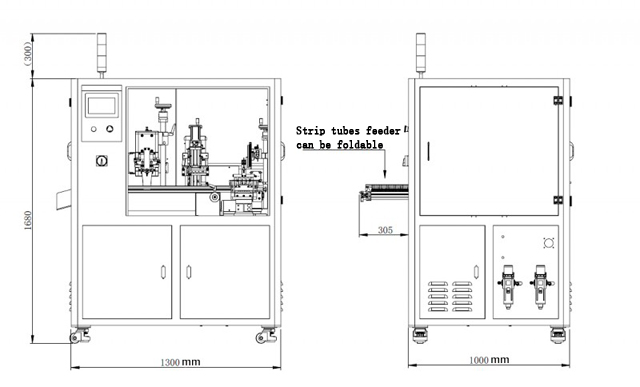
- ზომები: 1300*1300*1950 მმ
- შეფუთვის ზომა: 1450*1350*1890 მმ
- მთლიანი წონა: 514 კგ
- HS კოდი: 84223090
პლასტმასის მილების დალუქვის მანქანები გამოიყენება საწარმოო ხაზში პლასტმასის მილების ჰერმეტულად დალუქვისთვის, რომლებიც შეიცავს სხვადასხვა თხევადი ან გელის პროდუქტებს, მათ შორის საკვები ინგრედიენტებს, კოსმეტიკას, წებოებს და ფარმაცევტულ კრემებსა და მედიკამენტებს.
პლასტმასის მილები ილუქება რამდენიმე გზით, რაც დამოკიდებულია მილის მასალის ტიპზე და მილში შემავალ პროდუქტზე. დალუქვის მეთოდებს მიეკუთვნება ცხელი ჰაერით დალუქვა, ულტრაბგერითი დალუქვა, იმპულსური დალუქვა და ცხელი ყბის დალუქვა.
მაგალითად, კომპოზიტური მილები მზადდება თხელი ალუმინის და პლასტმასის მასალების კომბინაციით, რომლებიც ერთმანეთთან ფენით ქმნიან ძლიერ, მოქნილ მილს. ამ ტიპის მილები ჩვეულებრივ გამოიყენება როგორც კბილის პასტის მილები, რომლებიც, ალბათ, ყველაზე პოპულარული ტიპის მილებია, რომლებსაც მომხმარებლები ყოველდღიურად ყიდულობენ მაღაზიებიდან და სუპერმარკეტებიდან.
ძირითადი პარამეტრები

- მოდელი: VK-TFS-005U
- კვების ბლოკი: AC220V 50/60HZ ერთჯერადი ფაზა
- სიმძლავრე: 2.6 კვტ
- სამუშაო ჰაერის წნევა: 0.6Mpa
- შემავსებელი ტუმბო: კერამიკული ტუმბოების 5 კომპლექტი
- შესაფერისი მასალა: ესენცია ან წყლის მსგავსი პროდუქტები
- შესაფერისი მილის მასალა: PE (საჭიროა ზოლის მილის ნიმუშების მიღება მანქანა ტესტირებისთვის)
- შევსების დიაპაზონი: 0.3-10მლ
- შევსების სიზუსტე: ±0,5%
- მაქს. დალუქვის სიგრძე: 140 მმ
- მაქს. სიმაღლე: 120 მმ
- მოცულობა: 15-20 მილის ზოლები/წთ
- ზომები: 1300*1300*1950 მმ
- შეფუთვის ზომა: 1450*1350*1890 მმ
- მთლიანი წონა: 514 კგ
- HS კოდი: 84223090
- მანქანის სხეული: 304# უჟანგავი ფოლადი
მილის შევსების და დალუქვის სამუშაო პროცესი
ცარიელი მილები მიჰყავთ მილის შემავსებელ მანქანაში ღია ბოლოში და ინახება ბუნკერში ავტომატური შესანახი შემავსებლის მანქანაში. ზოგიერთ შემთხვევაში, ღია მილები შეიძლება დაემატოს შემავსებელ მანქანებს ხელით უფრო მცირე გაშვებისა და ტესტის ნიმუშის წარმოებისთვის. ზოგიერთი საწარმოო ხაზი იყენებს მაღალსიჩქარიან რობოტულ მანქანას მილების ჩასატვირთად შემავსებელი მანქანის ჭურჭელში.
მას შემდეგ, რაც მილი თავსდება ვერტიკალურად, მისი ღია ბოლოთი მაღლა ასწია, საქშენი ჩაშვებულია მილის ღია ბოლოში, რათა იონიზებული ჰაერი ააფეთქოს მილში ნარჩენების მოსაშორებლად, რომელიც შემდეგ ამოღებულია ვაკუუმით.
ამის შემდეგ მილი მზად არის შესავსებად და საქშენი ჩაედინება მილის ღია ბოლოში, რათა პროდუქტი სუფთად გაიტანოს, შეინარჩუნოს პროდუქტის დონე მილში, რათა თავიდან აიცილოს კონტაქტი პროდუქტთან და შეინარჩუნოს დალუქვის ადგილი. ტუბი სუფთა და ყოველგვარი ნაპერწკლებისგან თავისუფალი.
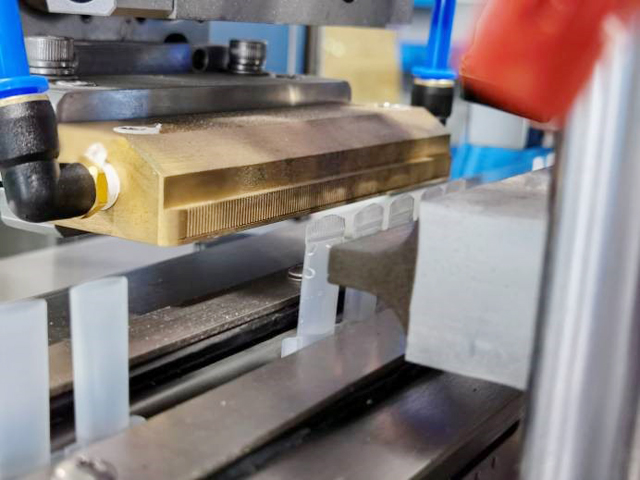
მას შემდეგ, რაც მილი შეივსება პროდუქტის სწორი რაოდენობით, ის გადაინაცვლებს პლასტმასის მილის დალუქვის მანქანაში, სადაც ცხელი ჰაერი საგულდაგულოდ იფეთქება მილის ღია ბოლოში პლასტმასის დასარბილებლად.
შემდეგ მილის დალუქვა მოხდება, სადაც დალუქვის ყბები მიმაგრდება მილის თბილ პლასტმასის კედლებს. იმის გამო, რომ მილის ბოლო თბება ცხელი ჰაერით, ორი კედელი შედუღდება, ორივე მხარე ერთმანეთთან ერთად შეინარჩუნებს და მილს დახურავს.
ცხელი დალუქვის ყბებზე ხშირად შეიძლება დამონტაჟდეს ცვალებადი სიმბოლოების შტამპები, რათა ჩაიბეჭდოს სერიის კოდი, შექმნის თარიღი ან გამოიყენოს ვადის გასვლის თარიღი დახვეული პლასტმასის ლუქში.
შემდეგ მილის მოჭრა გაგრძელდება, სადაც ზედმეტი პლასტმასი მოიჭრება ლუქისგან, რათა დარჩეს სუფთა ესთეტიკური სახე და დასრულდეს მილს. დასრულებული მილები შეიძლება გაგრძელდეს შესამოწმებლად, სანამ შეფუთული იქნებიან სხვა შეფუთვაში, როგორიცაა ყუთები ან ბრენდირებული შეფუთვა.
ძირითადი ნაწილები:

სენსორული პანელი: WEINVIEW, ჩინეთი ტაივანი
ფოტოელექტრული გადამრთველი: ომრონი, იაპონია
მანქანა PLC: Mitsubishi Japan
კერამიკული ტუმბოების სენსორული ეკრანი და PLC: Coolmay China
Servo Motor და მძღოლი: Lichuan China
საფეხურის ძრავა და მძღოლი: Leadshine China
ცილინდრი და სოლენოიდის სარქველი: AirTac TaiWan
მახასიათებლები



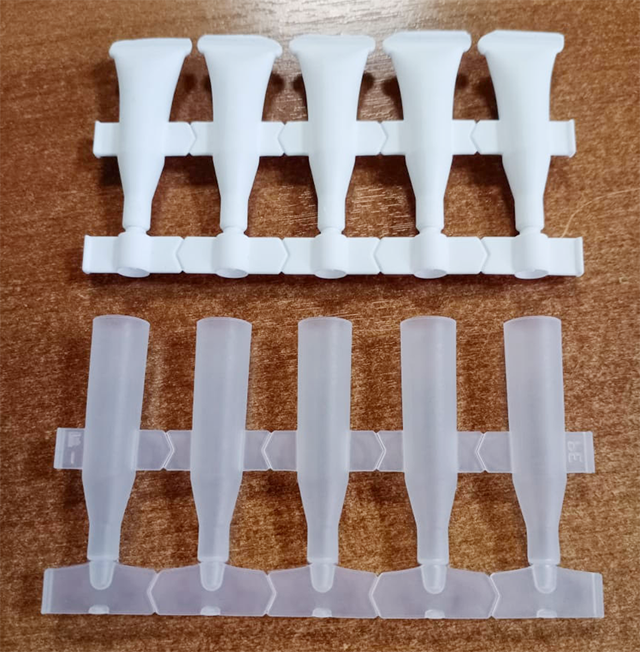
- მანქანა სპეციალურად შექმნილია 5-ში 1 მილისთვის, შესაფერისია 5-ში 1 მილის მასიური წარმოებისთვის.
- მილის ხელით კვება, ავტომატური შევსება, დალუქვა, ბოლო მოჭრა.
- იყენებს ულტრაბგერითი დალუქვის ტექნოლოგიას, არ საჭიროებს დათბობის დროს, უფრო სტაბილურ და მოწესრიგებულ დალუქვას, დამახინჯების გარეშე და 1%-ზე ნაკლები უარყოფის სიხშირეს.
- დამოუკიდებელი R&D ციფრული ულტრაბგერითი ავტომატური თვალთვალის ელექტრული კონტროლის ყუთისთვის, არ არის საჭირო სიხშირის ხელით რეგულირება, დენის ავტომატური კომპენსაციის ფუნქციით, რაც თავიდან აიცილებს ენერგიის შემცირებას დიდი ხნის გამოყენების შემდეგ. შეუძლია თავისუფლად დაარეგულიროს სიმძლავრე მილის მასალისა და ზომის მიხედვით, სტაბილური და მინიმალური ხარვეზის მაჩვენებელი, გაზარდოს სიცოცხლის ხანგრძლივობა, ვიდრე ჩვეულებრივი ელექტრო ყუთი.
- PLC სენსორული ეკრანის კონტროლის სისტემით, რომელიც უზრუნველყოფს მეგობრული მუშაობის გამოცდილებას.
- დამზადებულია 304 უჟანგავი ფოლადისგან, მჟავა და ტუტე წინააღმდეგობა, კოროზიის წინააღმდეგობა.
- სტანდარტი აღჭურვილია პერისტალტიკური ტუმბოს შევსების სისტემით, მაღალი სიზუსტით შევსებით და შესაფერისია თხევადი შევსებისთვის.
- არ არის მილი, არ არის შევსება, არ არის მილი, არ აქვს დალუქვის ფუნქცია, ამცირებს მანქანას და ყალიბის დაკარგვას.
- კამერის ინდექსირების სისტემას შეეძლო განლაგდეს ზუსტად ექვსი სამუშაო სადგურისთვის.
ნიმუშები


როგორ მუშაობს ულტრაბგერითი შედუღება (დალუქვა)?
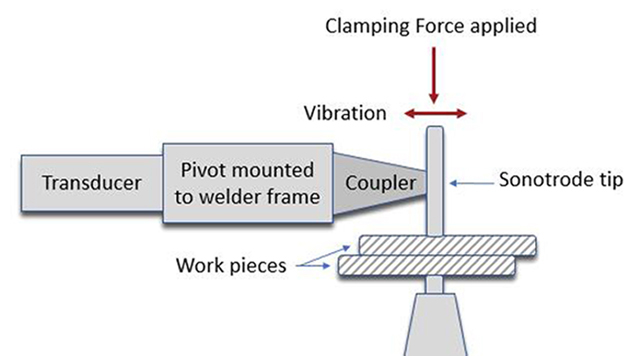
ულტრაბგერითი შედუღება არის პროცესი, რომელიც გამოიყენება ორი პლასტმასის ნაწილის ერთმანეთთან შეერთების მიზნით, რათა შეიქმნას ძლიერი, დასრულებული ასამბლეა. პროცესი ეყრდნობა მაღალი სიხშირის (ულტრაბგერითი) ვიბრაციას, რომელიც წარმოიქმნება და გამოიყენება ნაწილებზე რქის მეშვეობით. შედუღება ხდება, რადგან ვიბრაციები შეიწოვება ორ ნაწილს შორის ინტერფეისში, წარმოქმნის ხახუნს და იწვევს პლასტმასის დნობას. ულტრაბგერითი ვიბრაციები წარმოიქმნება კომპონენტების სერიით, მათ შორის ელექტრომომარაგება, გადამყვანი, გამაძლიერებელი და საყვირი, რაც საბოლოოდ აწვდის მექანიკურ ვიბრაციას ნაწილებს.
ელექტრომომარაგების როლი არის შემომავალი ხაზის ძაბვის (50 ან 60 ჰც) გადაქცევა ახალ სიხშირეზე. ეს ელექტრული ენერგია შემდეგ იგზავნება გადამყვანში, რომელიც, როგორც სახელი გულისხმობს, გარდაქმნის ელექტრო ენერგიას მექანიკურ ვიბრაციად. კონვერტორი შედგება პიეზოელექტრული კერამიკული დისკებისგან, რომლებიც ფართოვდებიან და იკუმშებიან მიწოდებული ელექტროენერგიის სიჩქარით. ვიბრაციების სიდიდე მოიხსენიება როგორც ამპლიტუდა, ტერმინი, რომელიც ძალიან მნიშვნელოვანი ხდება მოცემული განაცხადისთვის ულტრაბგერითი სისტემის მითითებისას. შემდეგ ვიბრაციები გადაიცემა გამაძლიერებლის მეშვეობით, რაც, როგორც წესი, ზრდის ამპლიტუდას წინასწარ განსაზღვრული მრავლობით, რომელიც ასევე ცნობილია როგორც მომატება. დაბოლოს, გამაძლიერებლის გამომავალი ამპლიტუდა გადადის რქის მეშვეობით, სადაც ის შეიძლება გადაეცეს პლასტმასის ნაწილებს. კონვერტორის, გამაძლიერებლის და რქის კომბინაციას ჩვეულებრივ უწოდებენ ულტრაბგერითი დასტას.
ნაწილებზე ვიბრაციების გადასაცემად, დასტა მოთავსებულია ამძრავში, მექანიკურ სისტემაში, რომელიც იყენებს ულტრაბგერითი შედუღების შემდეგ კრიტიკულ ელემენტს: ძალას. ამძრავი შეიძლება შედგებოდეს პნევმატური ცილინდრისგან ან სხვა აქტივაციის საშუალებისგან, რათა დასტა ნაწილამდე ჩამოიყვანოს. აქტუატორები ხშირად შეიცავს სხვა სენსორებს და მოწყობილობებს, როგორიცაა ხაზოვანი შიფრები ან დატვირთვის უჯრედები, რათა უზრუნველყონ უკუკავშირი შედუღების დროს. ამძრავი ამოძრავებს რქას ნაწილამდე და მიმართავს ძალას მანამ, სანამ არ მიიღწევა გამშვები ძალა; ამ ეტაპზე გამოიყენება ულტრაბგერითი. ვიბრაციები შემდეგ მიეწოდება ნაწილებს, სადაც ისინი ფოკუსირებულია მასალის სამკუთხა მძივზე - ცნობილი როგორც "ენერგეტიკული დირექტორი" - რომელიც შეიძლება ჩაითვალოს მსხვერპლად დნობის მასალა შედუღების სახსარში. მას შემდეგ, რაც მასალა დნება, ულტრაბგერითი ვიბრაციები წყდება და ამძრავი აგრძელებს ზეწოლას პლასტმასის გამაგრებამდე და ძლიერი კავშირის ჩამოყალიბებამდე. შედუღების მთელი პროცესი, დასაწყისიდან დასრულებამდე, ჩვეულებრივ სრულდება ერთიდან ორ წამში.
როგორც აღვნიშნეთ, ულტრაბგერითი შედუღების ერთ-ერთი ყველაზე მნიშვნელოვანი ელემენტია ამპლიტუდა (ვიბრაცია), რომელსაც უზრუნველყოფს სტეკი. ამის მიზეზი არის ის, რომ ზოგიერთი პლასტმასის შედუღება მოითხოვს უფრო მეტ ამპლიტუდას, ვიდრე სხვები. ამორფული პოლიმერები (ABS, პოლიკარბონატი, პოლისტირონი) ჩვეულებრივ მოითხოვენ დაბალ ამპლიტუდას, ხოლო ნახევრადკრისტალური (ნეილონი, პოლიპროპილენი) შედუღებას მნიშვნელოვნად მეტი ამპლიტუდა სჭირდება.
გამოცდილ აპლიკაციების ინჟინერს ყოველთვის შეუძლია იმუშაოს, რათა დადგინდეს სათანადო სიხშირე და ხელსაწყოების შერჩევა მოცემული შეკრებისა და მასალის ტიპისთვის.
ულტრაბგერითი შედუღება არის ფართოდ მიღებული ასამბლეის მეთოდი პლასტმასის ინდუსტრიაში კომპონენტების აწყობის სხვადასხვა აპლიკაციებისთვის ყველა ძირითად ბაზარზე: სამედიცინო, B&CE, ავტომობილები, მოწყობილობები, არაქსოვილი, შეფუთვა და სხვა. ულტრაბგერითი შედუღების უპირატესობებში შედის მოკლე ციკლის დრო, მაღალი სიმტკიცის ობლიგაციები და სახარჯო მასალების (ანუ ადჰეზივების) აღმოფხვრა. როდესაც განიხილავს, არის თუ არა ულტრაბგერითი შედუღება შესაფერისი განაცხადისთვის, უმჯობესია კონსულტაციები გამოცდილ აპლიკაციების ინჟინერთან, რათა დადგინდეს შეკრების შესაბამისი მეთოდი.

შეიძლება მოგეწონოთ
 პნევმატური ბინა კვადრატული მრგვალი ბოთლები მოძრავი მარკირების მანქანა კოდირებით
პნევმატური ბინა კვადრატული მრგვალი ბოთლები მოძრავი მარკირების მანქანა კოდირებით- ნახევრად ავტომატური სველი ცივი წებოს ქაღალდის ეტიკეტები ბოთლები ქილა ეტიკეტირების მანქანა
- ავტომატური ჩასმული სოუსის სამი თავი შუშის ქილების ვაკუუმური საფარის მანქანა
- ვერტიკალური მრგვალი წითელი ღვინის ეტიკეტირების მანქანა შემობრუნებული ბოთლების მიმწოდებლით
- მორგებული ავტომატური ვერტიკალური კვადრატული ბოთლების ოთხი მხარის მარკირების მანქანა
- ნახევრად ავტომატური პნევმატური ამოფრქვევის ჩანთა წინასწარ დამზადებული ჩანთების შემავსებელი მანქანა
- მექანიკური დესკტოპის ულტრაბგერითი პლასტმასის რბილი მილის დალუქვის საჭრელი მანქანა
- ნახევრად ავტომატური პნევმატური ზეთის თხევადი კრემის შემავსებელი მოწყობილობა ბუნკერით
- ავტომატური მბრუნავი ლითონის ქილა ქილები პოპ ქილა Seaming დალუქვის მანქანა
- ნახევრად ავტომატური კოსმეტიკური მილები ულტრაბგერითი შევსების დალუქვის მანქანა









