
- ფუნქციის ელექტრომაგნიტური ინდუქციური დალუქვის მანქანა
- აპლიკაცია: მოცულობის აპლიკაცია
- გაგრილების მეთოდი: გაცივებული წყლით
- დალუქვის სიჩქარე: 0-300 ბოთლი/წთ
- ლუქის დიამეტრი (დიაპაზონის არჩევანი): 15 მმ-60 მმ ან 50 მმ-121 მმ
- ნომინალური სიმძლავრე: 3000 W
- ნომინალური ძაბვა: AC 220V,60/50Hz
- მასალა: უჟანგავი ფოლადის შიგთავსი
- აპარატის ზომა: 1800 მმ x 400 მმ x 1330 მმ
- აპარატის წონა: 90 კგ
- შეფუთვის ზომა: 1945 მმ x 545 მმ x 1575 მმ
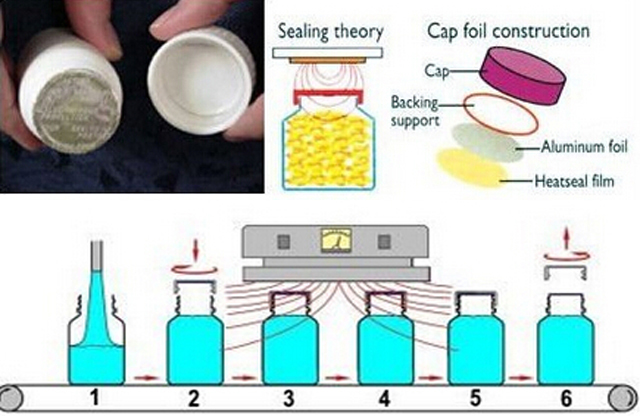
ინდუქციური დალუქვა, სხვაგვარად ცნობილი როგორც ქუდის დალუქვა, არის შიდა ლუქის გაცხელების უკონტაქტო მეთოდი პლასტმასის და მინის კონტეინერების ზედა ნაწილის ჰერმეტულად დალუქვისთვის. ეს დალუქვის პროცესი ხდება კონტეინერის შევსების და თავსახურის შემდეგ.
ელექტრომაგნიტური ინდუქციური დალუქვის ტექნოლოგია კომპოზიტური მასალებით არის მსოფლიოში აღიარებული მოწინავე დალუქვის მეთოდი და მისი უკონტაქტო გათბობის მახასიათებელი შესაფერისია პლასტმასის ბოთლის (PP, PVC, PET, ABS, HDPE, PS და DURACON) დალუქვისთვის. , მინის ბოთლი და სხვადასხვა კომპოზიტური პლასტმასის შლანგი, ამიტომ ამჟამად ეს არის ყველაზე მოწინავე ტექნოლოგია ბოთლების დალუქვისთვის ისეთი ინდუსტრიებისთვის, როგორიცაა ფარმაცია, საკვები, ცხიმი, ყოველდღიური ქიმია, საყოფაცხოვრებო ქიმია და სასოფლო-სამეურნეო ქიმია.
მუშაობის პრინციპი და როგორ მუშაობს
ჩამკეტი მიეწოდება ჩამომსხმელს უკვე ჩასმული ალუმინის ფოლგის ფენით. მიუხედავად იმისა, რომ არსებობს სხვადასხვა ლაინერების არჩევანი, ტიპიური ინდუქციური ლაინერი მრავალ ფენიანია. ზედა ფენა არის ქაღალდის რბილობი, რომელიც ძირითადად ლაქით არის მიმაგრებული თავსახურზე. შემდეგი ფენა არის ცვილი, რომელიც გამოიყენება ალუმინის ფოლგის ფენის რბილობზე დასამაგრებლად. ქვედა ფენა არის პოლიმერული ფილმი ლამინირებული კილიტაზე.
თავსახურის ან დახურვის შემდეგ, კონტეინერი გადის ინდუქციური კოჭის ქვეშ, რომელიც ასხივებს რხევად ელექტრომაგნიტურ ველს. როდესაც კონტეინერი გადის ინდუქციური კოჭის ქვეშ (დალუქვის თავი), გამტარი ალუმინის ფოლგის ლაინერი იწყებს გათბობას მორევის გამო. სითბო დნება ცვილს, რომელიც შეიწოვება რბილობის საყრდენში და ათავისუფლებს კილიტას თავსახურიდან. პოლიმერული ფილმი ასევე თბება და მიედინება კონტეინერის ტუჩზე. როდესაც გაგრილდება, პოლიმერი ქმნის კავშირს კონტეინერთან, რის შედეგადაც წარმოიქმნება ჰერმეტულად დალუქული პროდუქტი. არც კონტეინერი და არც მისი შიგთავსი უარყოფითად არ მოქმედებს; წარმოქმნილი სითბო არ აზიანებს შიგთავსს.
შესაძლებელია ფოლგის გადახურება, რამაც გამოიწვია დალუქვის ფენა და ნებისმიერი დამცავი ბარიერი. ამან შეიძლება გამოიწვიოს გაუმართავი ლუქები, თავდაპირველი დალუქვის პროცესიდან რამდენიმე კვირის შემდეგაც კი, ამიტომ ინდუქციური დალუქვის სწორი ზომები სასიცოცხლოდ მნიშვნელოვანია კონკრეტული პროდუქტის მუშაობისთვის აუცილებელი ზუსტი სისტემის დასადგენად.
უახლესი განვითარება (რომელიც უკეთესად ერგება მცირე რაოდენობის აპლიკაციებს) იძლევა ინდუქციური დალუქვის გამოყენებას კონტეინერზე ფოლგის დალუქვის დასაყენებლად დახურვის საჭიროების გარეშე. ამ შემთხვევაში, ფოლგა მიეწოდება წინასწარ მოჭრილი ან რგოლში. რგოლში მიწოდების შემთხვევაში, ის იჭრება და გადადის კონტეინერის კისერზე. როდესაც კილიტა ადგილზეა, იგი დაჭერილია ლუქის თავით, ინდუქციური ციკლი გააქტიურებულია და ბეჭედი მიმაგრებულია კონტეინერზე. ეს პროცესი ცნობილია, როგორც პირდაპირი განაცხადი ან ზოგჯერ "უკან" ინდუქციური დალუქვა.
ინდუქციური დალუქვის აპარატის ძირითადი პარამეტრი

| ნომინალური ძაბვა | AC220V, 50/60Hz | დალუქვის სიჩქარე | 150-300 ბოთლი/წთ |
| მაქს სიმძლავრე | 3000 W | მთავარი აპარატის ზომა | 570*430*1200 მმ |
| ლუქის დიამეტრი (სურვილისამებრ) | 15-60მმ/50-121მმ | მასპინძლის წონა | 75 კგ |
| განაცხადი | მოცულობის წარმოება | გაგრილების რეჟიმი | წყლის გაგრილება |
| კონვეიერის ზომა | 1810*350*1000 მმ | გარეგნობა | უჟანგავი ფოლადი |

დალუქვის მახასიათებლები:

უკონტაქტო გათბობა, შესაფერისია პლასტმასის ბოთლების, მინის ბოთლების და სხვადასხვა კომპოზიტური პლასტმასის შლანგების დალუქვისთვის და შეესაბამება GMP სტანდარტს.
მაღალი დალუქვის ეფექტურობა და მოსახერხებელი ოპერაცია.
ფართო ადაპტირებით, ამჟამად ეს არის ყველაზე მოწინავე ტექნოლოგია პროდუქტების დალუქვისთვის აფთიაქებში, საკვებში, სასმელებში, ჯანმრთელობის პროდუქტებში, კოსმეტიკაში და ისეთ ქიმიურ პროდუქტებში, როგორიცაა ცხიმი.
ოპერაციის ეტაპები:
სანამ მანქანას ჩართავთ, ჩადეთ დასახურავი ბოთლი „დალუქის ყუთის ქვეშ“, დაარეგულირეთ „ერექტორი“ ისე, რომ უფსკრული „დალუქის ყუთის“ ძირსა და ბოთლის თავსახურს შორის იყოს დაახლოებით 2 მმ-მდე და დაარეგულირეთ „ბოთლის გაჩერება“. ბერკეტი" ბოთლის გასასწორებლად "დალუქვის ყუთის" გვერდითი სახის ცენტრში. ჩართეთ "კონვეიერის ლენტის კონტროლის გადამრთველი" და დაარეგულირეთ "ბრუნვის სიჩქარის რეგულირება 8", რათა კონვეიერმა იმუშაოს შესაფერის სიჩქარეზე. შემდეგ ზემოაღნიშნული ბოთლი გაიარეთ „დალუქვის ყუთის“ ქვეშ, რათა ნახოთ, ეხება თუ არა ის „დალუქულ ყუთს“. საუკეთესო პირობაა, რომ არ შეეხოს ძირს ყველაზე პატარა უფსკრულით. და შემდეგ, ჩადეთ "დალუქვის ყუთის" დამაკავშირებელი მავთული მთავარი აპარატის "დალუქვის ყუთის გამომავალი ბუდეში".
კონვეიერის ლენტის სიჩქარის რეგულირება შესაძლებელია "ბრუნვის სიჩქარის რეგულაციის 8" ღილაკით. ალუმინის ფოლგის ბეჭდის სიმკვრივე დაკავშირებულია კონვეიერის ლენტის სიჩქარესთან და სიმძლავრესთან. ჯერ კონვეიერის ქამარზე დადეთ რამდენიმე ბოთლი ალუმინის ფოლგათი, ჩართეთ „გამრთველი 3“ და დალუქული ბოთლი უნდა გაიაროს „დალუქვის ყუთის“ ქვეშ დალუქვის ექსპერიმენტის ჩასატარებლად. მანქანა ნორმალურად იმუშავებს იმ სიჩქარით, როდესაც თავსახური მჭიდროდ არის დალუქული.


შეიძლება მოგეწონოთ
 ავტომატური კოსმეტიკური საკვები მილების შევსების ულტრაბგერითი დალუქვის მანქანა
ავტომატური კოსმეტიკური საკვები მილების შევსების ულტრაბგერითი დალუქვის მანქანა- E-Liquid E სიგარეტის ზეთის შემავსებელი საცობი ეტიკეტირების მანქანა
- მბრუნავი შუშის ბოთლების სერვო ეთერზეთების თხევადი შემავსებელი დახურვის მანქანა
- 500 მლ – 1000 მლ ბოთლის ქილების სეზამის სოუსის ხაზოვანი შევსების შესაფუთი მანქანა
- ნახევრად ავტომატური მაგიდის პესტიციდების ქიმიური მრგვალი ბოთლების ეტიკეტირების მანქანა
- ავტომატური ხაზოვანი სერვო ერთჯერადი ბოთლის ჩაკის ხრახნიანი საფარის მანქანა
- მონობლოკის თმის მოვლის ზეთის პატარა ბოთლების შემავსებელი და დაჭერის მანქანა
- Curved Tube შევსების დალუქვის მანქანა სპეციალური მილის ბოლოს კუდის დალუქვის
- ნახევრად ავტომატური მაგიდის ბრტყელი ბოთლების ჩანთების სტიკერის მარკირების მანქანა
- ნახევრად ავტომატური ჰორიზონტალური დგუშიანი თხევადი ლოსიონის შამპუნის შემავსებელი მანქანა









